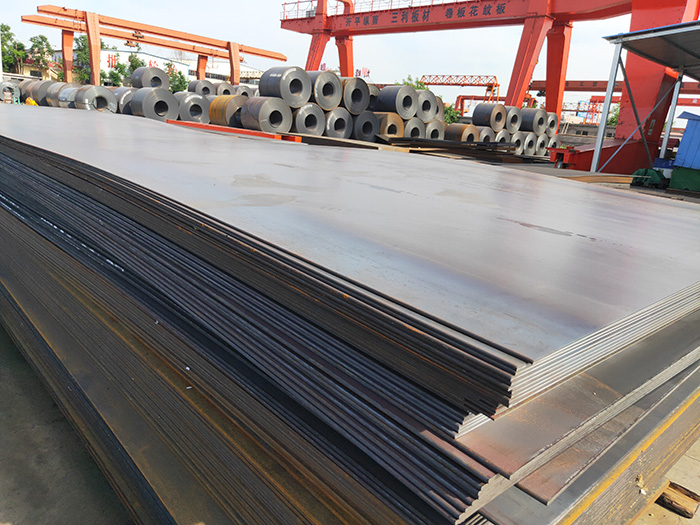
热轧开平板焊接注意事项
热轧开平板构件焊接时产生瞬时应力,焊后产生剩余应力,并同时产生剩余变形,这是客观规律。普通在制造过程中注重的是控制变形,常常采取措施来增大被焊构件的刚性,以求减小变形,而疏忽与此同时所增加的瞬时应力与焊接剩余应力。关于刚性大、板材厚的构件,固然剩余变形相对较小,但会产生宏大的拉应力,以至招致裂纹。在未产生裂纹的状况下,剩余应力在开平板构造受载时内力平均化的过程中常常招致构件失稳、变形以至毁坏。因而开平板焊接应力的控制与消弭构件在制造过程中显得非常重要。在热轧开平板焊接过程中,开平板对接焊后的变形主要是角变形。实践消费中,为控制开平板变形,常常先焊正面的一局部焊道,翻转工件,碳刨清根后焊背面的焊道,再翻转工件,这样如此往复。普通来说,每次翻身焊接三至五道后即可翻身,直至焊满热轧开平板正面的各道焊缝。
同时在施焊时要随时察看其角变形状况,留意随时准备翻身焊接,以尽可能地减少焊接变形及焊缝内应力。另外,设置胎模夹具,对构件停止约束来控制变形,此类办法普通适用于异形开平板构造,由于开平板异形构造外型奇特、断面、截面尺寸各异,在自在状态下,尺寸精度难以保障,这就需求依据构件的外形,制造胎模夹具,将构件处于固定的状态下停止装配、定位、焊接,进而来控制焊接变形。

选择与控制公允的焊接次第,即是避免焊接应力的有效措施,亦是避免开平板焊接变形的Z有效的办法之一。依据不同的焊接办法,制定不同的焊接次第,埋弧焊普通采用逆向法、退步法;CO2气体维护焊及手工焊采用对称法、分散平均法;编制公允的焊接次第的方针是“分散、对称、平均、减小拘谨度”。控制应力的目标是降低应力的峰值并使其均匀分布。
在热轧开平板焊接较多的组装条件下,应依据构件外形和焊缝的布置,采取先焊收缩量较大的焊缝,后焊收缩量较小的焊缝;先焊拘谨度较大而不能自在收缩的焊缝,后焊拘谨度较小而能自在收缩的焊缝的准绳。在开平板焊接过程中为了减少焊接热输进流失过快,防止开平板焊缝在结晶过程中产生裂纹,当开平板板厚到达一定厚度时,焊前应停止预热,对焊缝周边一定范围内停止加热,加热温度视板厚及母材碳当量(CE)而定。
当构件上某一条焊缝经预热施焊时,构件焊缝区域温度十分高,随同着焊缝施焊的停顿,该区域内必定产生热胀冷缩的现象,而该区域仅占构件截面中很小一局部,此外的局部母材均处于冷却(常温)状态,由此对热轧开平板焊接区域产生宏大的刚性拘谨,形成很大应力,以至产生裂纹。若此时在开平板焊缝区域的对称部位停止加热,温度略高于预热温度,且加热温度一直随同着焊接全程,则上述应力情况会大为减小,热轧开平板变形亦会大大改观。


泰安市三利金属有限公司
TAI'AN SANLI METAL CO., LTD
销售经理: 于 兵 15253803999 0538-8107027
销售经理: 高经理 13685386449 0538-8109176
销售经理: 王荣潇 15610320577 0538-8151699
销售经理: 周 菲 17864855577 0538-8151099






